Интерферометр BALTECH IN-9000, генерирование CNC пути, аттестация стан
- 11/08/2014
- Казахстан, Актау
- Оборудование
- Предложения фирм
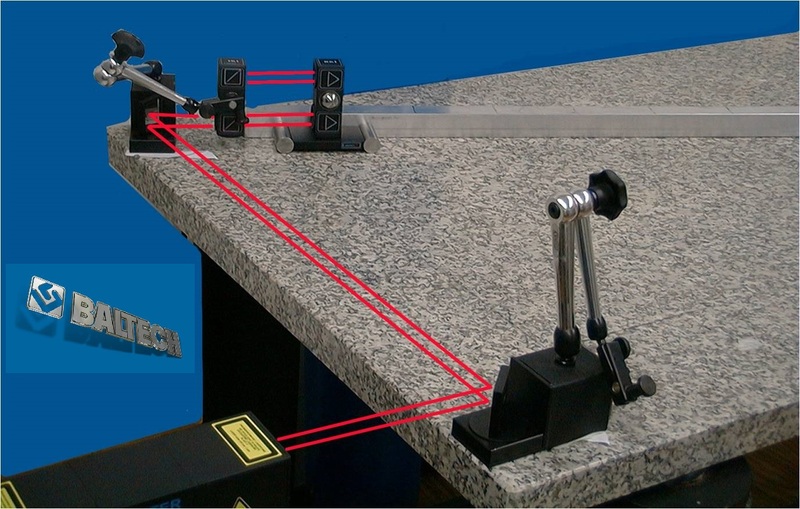
Интерферометр BALTECH IN-9000 серии «Interferometer» является уникальным измерительным комплектом и самым точным в своем классе. Основное назначение – аттестация станков метрологическими службами предприятия.
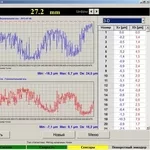
Опции генерирования CNC пути позволяют подготавливать программу G-кодов совместимую с большинством станков с ЧПУ. Опции генерирования CNC пути устанавливаются в отдельном окне программы BALTECH Expert-IN.
В верхней части окна устанавливаются параметры движения машины. В нижней части окна просматривается и редактируется сгенерированная программа. Результаты могут быть сохранены в текстовом файле или распечатаны.
Для генерации правильного кода должны быть настроены следующие параметры:
• Метод измерения - должен быть установлен в соответствии с выбранным. Выбор должен быть сделан между линейным, маятником, эффективным пилигримом и стандартным пилигримом;
• Ось – нужно выбрать ось измерения на машине (X, Y, Z, U, V, W, A, B, C).
• Скорость перемещения – максимальная скорость перемещения машины в выбранной оси в процессе измерения может быть изменена. Выбранное значение не может быть больше, чем ограничение станка (см. руководство по эксплуатации станка) и лазерное ограничение (7 м/с = 420000 мм/мин).
• Время остановки – время, на которое машина останавливается в каждой точке измерения. Это время необходимое программному обеспечению для захвата точки измерения. Правильное значение этого параметра зависит от машины и от параметров захвата точки лазера (описано далее в этой главе).
• Шаг – расстояние между измеряемыми точками.
• Зазор – дополнительное движение машины, необходимое для компенсации люфта. Выбранное значение должно быть достаточно большим для надлежащей компенсации зазора машины.
• Количество циклов – задает количество генерируемых циклов движения. Для правильного расчета статистических параметров в отчете число циклов измерения должно быть не ниже, чем три. Чем больше циклов измерения выбрано, тем лучше характеристика станка будет отображена, но при этом процесс измерения длится дольше. Количество циклов должно совпадать со значением в Конфигурация/Позиционирование/Циклы в серии.
• Количество точек – устанавливает количество точек измерения.
• Начальная точка – начальное положение машины в своей системе координат.
• Система координат – выбор, соответствующей системы координат.
• Измерение 3D – при использовании, значение Время остановки автоматически увеличивается (модуль 3D требует дополнительных 4 секунд во время остановки для захвата точки).
• Одностороннее движение – программа g-кодов генерируется только для одного направления. Эта опция полезна для быстрых измерений и станков с длинной осью измерения. Её не следует выбирать в случае обычных измерений.
• g код/Heidenhain – возможно генерирование G-кода, совместимого с машинами фирмы Fanuc, Siemens, IORS или Heidenhain.
Составление компенсационной таблицы проводится, когда измерение закончено (до начала измерений опция отключена). Результаты измерений используются программным обеспечением для вычисления ошибки и генерирования значений коррекции для системы управления машиной. Необходимо выбрать подходящий формат компенсационной таблицы для системы управления машины из формата данных в раскрывающемся списке.
Приглашаем метрологов на учебный курс ТОР-101 «Центрирование и аттестация станков. Контроль геометрических параметров».